I. Tipos comuns de mangueiras flexíveis de PVC
As mangueiras são classificadas porestrutura,reforço, eaplicativo:
| Classificação | Tipos | Principais recursos e aplicações |
| Estrutura | Camada única | Construção básica, baixo custo (por exemplo, mangueiras simples de ar/água) |
| Multicamadas | Desempenho aprimorado (por exemplo, camadas internas/externas com barreira) | |
| Reforço | Não reforçado | Aplicações de baixa pressão (drenagem, serviço leve) |
| Tecido trançado | Pressão média (por exemplo, mangueiras de jardim, ar comprimido) | |
| Arame Espiral Reforçado | Alta pressão (hidráulica, transferência de combustível) | |
| Fio helicoidal reforçado | Resistência ao colapso (mangueiras de sucção) | |
| Aplicativo | Jardim/Irrigação | Resistente às intempéries, estabilizado aos raios UV, resistente a torções |
| Ar/Água Industrial | Resistente a óleo, resistente à abrasão | |
| Transferência Química | Resistente a ácidos/álcalis (compostos especializados) | |
| Automotivo | Líquido de arrefecimento, lavador de para-brisas, linhas de freio a ar | |
| Alimentos/Bebidas | Grânulos sem ftalatos e em conformidade com a FDA | |
| Médico/Farmacêutico | USP Classe VI, biocompatível, ultralimpo |

II. Processo de Produção Utilizando Grânulos de PVC
(A extrusão de parafuso duplo é a mais comum)
1.Movimentação de materiais:
. Os grânulos de PVC são alimentados dos silos para o funil da extrusora.
. Crítico: Os grânulos devem estar secos (umidade < 0,3%). Pode ser necessária uma pré-secagem a 60-80 °C por 1-2 horas.
2.Extrusão:
. Os grânulos entram no cilindro da extrusora com parafusos giratórios.
. As zonas são aquecidas progressivamente (normalmente 150°C – 190°C).
. O PVC derrete em uma fusão homogênea e viscosa por meio de calor de cisalhamento e condução.
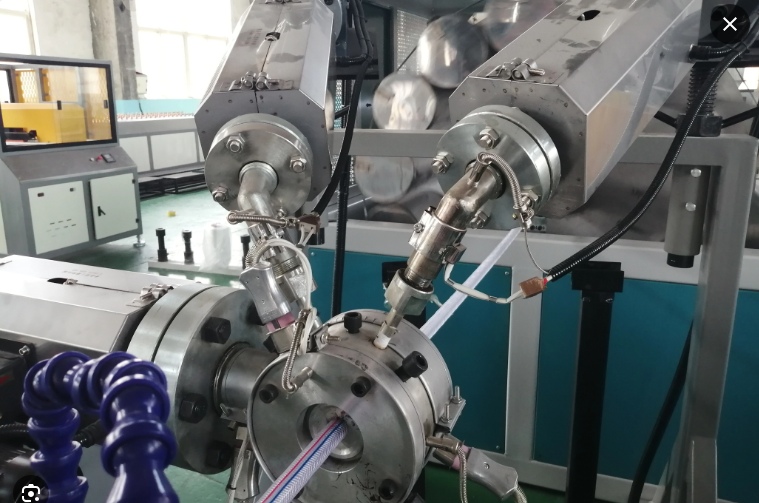
3.Ferramental (Cabeça de Rosquear):
. O derretimento é forçado através de uma matriz que molda o diâmetro interno (ID) da mangueira.
. Para mangueiras reforçadas: A trança/espiralização ocorre imediatamente após a extrusão do tubo interno.
4.Aplicação de reforço (se aplicável):
. Trança: Fios (poliéster, náilon, aramida) entrelaçados sobre o tubo interno.
. Espiral: Fio de aço/plástico é enrolado no tubo.
5.Extrusão da camada externa (coextrusão):
. Uma segunda extrusora aplica a camada externa sobre o reforço.
. Requer controle preciso de adesão entre camadas.
6.Resfriamento e dimensionamento:
. A mangueira entra em um tanque de dimensionamento a vácuo ou banho-maria para solidificar.
. Mangas calibradas mantêm o diâmetro externo (DE) preciso.
. O resfriamento deve ser gradual para evitar estresse ou distorção.
7.Impressão e marcação:
. Impressão a quente ou impressoras jato de tinta aplicam marcas/especificações.
8.Puxando e Enrolando:
. Os extratores mantêm a tensão em velocidade controlada.
. As mangueiras são enroladas ou cortadas no comprimento certo.
9.Pós-processamento (opcional):
.Fixação de encaixe final: Conectores crimpados.
. Esterilização: Para mangueiras médicas (por exemplo, óxido de etileno, gama).
Parâmetros-chave do processo
Design do parafuso:Relação L/D (20:1 a 30:1), taxa de compressão (2,5:1 a 3,5:1)
Perfil de temperatura:Deve corresponder à formulação do grânulo (tipo de plastificante, estabilizantes)
Pressão de fusão:150-350 bar (monitorado para evitar degradação)
Velocidade do parafuso:RPM otimizado para saída vs. qualidade de mixagem
Controle de vácuo/resfriamento:Evita bolhas, garante estabilidade dimensional
Pontos Críticos de Controle de Qualidade
Consistência dos grânulos:Índice de fluxo de fusão (MFI), teor de plastificante
Dimensões:Tolerâncias de diâmetro interno/externo (±0,1 mm típico)
Propriedades físicas:Resistência à tração, alongamento, pressão de ruptura
Qualidade da superfície:Suavidade, ausência de géis/pele de tubarão
Adesão:Colagem de camadas (testes de descascamento para mangueiras multicamadas)
Conformidade regulatória:Certificações (NSF, FDA, REACH)
Defeitos comuns em mangueiras de PVC e causas
| Defeito | Causa provável |
| Pele de tubarão | Alta velocidade de extrusão, baixa temperatura de fusão |
| Bolhas/Bolhas | Umidade nos grânulos, temperatura excessiva |
| Deformação/Torção | Resfriamento irregular, desalinhamento do extrator |
| Ligação de reforço deficiente | Temperatura de fusão incorreta, incompatibilidade de formulação |
| Listras de cor | Mistura inadequada, grânulos contaminados |
Dica profissional:Otimizar a formulação de grânulos para:
. Processabilidade:O equilíbrio do lubrificante evita o deslizamento do parafuso.
. Flexibilidade em baixas temperaturas:Escolha o plastificantescomo DINP/DOTP para climas frios.
. Resistência à extração:Utilize plastificantes de grau polimérico em mangueiras químicas.
Precisa de ajuda para solucionar um problema específico de produção ou formular grânulos para um tipo de mangueira?Equipe técnica do INPVCpode fornecer orientação técnica mais aprofundada.
Data de publicação: 17 de julho de 2025









